|
|
|
ECOTRAN PPS(Polyphenylene Sulfide) |
|||||
|
성형 가이드 |
|||||
|
|
|
ECOTRAN PPS- 성형가이드 |
||||||||||||||||||
|
|
||||||||||||||||||
|
건조 (120℃, 3~4시간, 140℃, 2~3시간) |
||||||||||||||||||
|
ECOTRAN PPS는 엔지니어링 플라스틱으로 최고의 물성을 유지하기 위해서는 수지 건조가 반드시 필요합니다. |
||||||||||||||||||
|
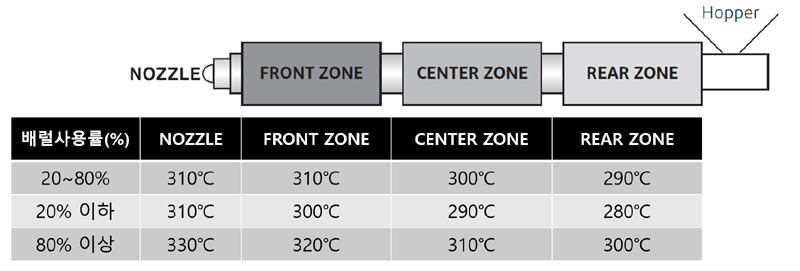
성형 온도 (배럴 온도 310±20℃) |
||||||||||||||||||
| ECOTRAN PPS의 기본 용융수지 온도는 290~330℃ 이며 기계 사양 및 제품의 두께, 무게, 디자인에 따라 달라질 수 있습니다. 일반적으로 1shot의 사출량이 사출기 용량 대비 20% 이하일 경우 수지의 열분해를 방지하기 위해 실린더 후부 온도를 낮추고, 1shot의 사출량이 80%이상일 경우에는 수지가 충분한 열을 받을 수 있도록 실린더 온도를 조정하여야 합니다. 재료의 체류 시간은 10분을 넘기지 말아야 하며, 공정에 따라 10분 이상의 체류가 불가피할 경우에는 실린더 후부 온도를 낮추어서 과열로 인한 수지의 손상을 방지하여야 합니다. |
||||||||||||||||||
|
참고) 1shot 기준 실린더 온도 설정의 예 (1 shot의 양(비율) |
||||||||||||||||||
|
|
||||||||||||||||||
|
금형 온도 (120℃ 이상) |
||||||||||||||||||
| ECOTRAN PPS는 결정성 수지이므로 금형표면온도가 120~150℃에서 제품의 광택과 물성이 뛰어납니다. 외관 제품이 아닌 경우 60℃ 이하 설정도 가능하지만 고온에서 제품이 노출될 경우 결정화가 일어나 휨이나 변형이 발생할 수 있습니다. 제품의 두께나 디자인에 따라 적절한 금형온도를 설정하여야 합니다. 온유기 사용시 설정치는 150℃ 이상, 카트리지 히터의 경우 120℃ 이상 추천합니다. 카트리지 히터 사용시 국부적으로 과열이 발생할 수 있으므로 온유기 사용을 권장합니다. (기름의 오염이 우려되는 경우는 카트리지 히터 사용) |
||||||||||||||||||
 |
||||||||||||||||||
|
사출 압력 (500~2700kgf㎠) |
||||||||||||||||||
| ECOTRAN PPS는 일반적인 유리섬유강화 PA66나 PC 보다 유동성이 좋기 때문에 사출압력은 상대적으로 낮게 설정합니다. 단 두께가 2mm 이하인 경우 사출시간이 일정해지는 압력까지 높게 설정하여야 안정적인 생산이 가능합니다. 너무 높은 사출압력은 버(burr)불량, 크랙(crack) 그리고 변형(defomation) 불량을 발생시키기도 하므로 적절한 사출압력을 설정하여야 합니다. | ||||||||||||||||||
|
사출 속도 (30~300mm/sec) |
||||||||||||||||||
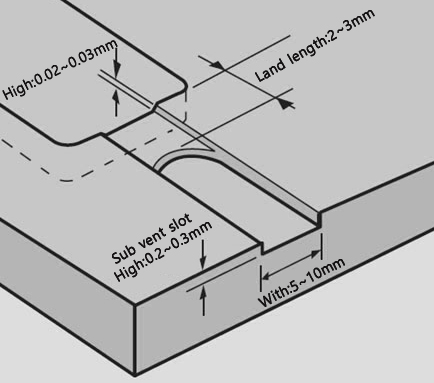
| 유리섬유를 포함하고 있는 특성상 너무 낮은 사출속도는 외관 품질을 떨어뜨리며 weld 부위의 강도를 약하게 할 수 있습니다. 너무 빠른 사출속도는 성형부 말단 weld부위에 탄화가 발생할 수 있으므로 속도를 낮추고 금형의 gas vent를 설치해야 합니다. | ||||||||||||||||||
|
보압 |
||||||||||||||||||
| ECOTRAN PPS는 낮은 압력에서도 유동성이 뛰어나기 때문에 낮은 보압에서도 수축 해결이 가능합니다. 제품 두께에 따라 보압을 적절히 설정하여 치수 및 수축을 해결하여야 합니다. 너무 높은 보압은 제품의 수축율을 떨어뜨려 이형성이 떨어질 수도 있습니다. 반대로 너무 낮은 보압은 광택불량 및 수축, 기공 불량이 발생할 수 있습니다. 보압 종료 후의 쿠션량은 5~10mm(Screw Die.의 10~20%)를 추천합니다. 너무 많은 수지 쿠션은 체류로 인한 원재료의 손상을 발생시킬 수도 있습니다. |
||||||||||||||||||
|
계량 속도 (50~150 rpm) |
||||||||||||||||||
|
스크류의 직경에 따라 계량 rpm이 달라질 수 있습니다. 참고) 계량속도가 너무 느리면 미용융 수지가 발생할 수 있으며 반대로 너무 빠르면 재료의 손상이나 가스가 발생할 수 있습니다. |
||||||||||||||||||
|
배압 (20~100kgf㎠) |
||||||||||||||||||
| 스크류 재질 | ||||||||||||||||||
|
ECOTRAN PPS는 GF 함유 및 난연 특성상 스크류 실린더는 내마모, 내부식 처리를 하여야 하며 정기적인 유지부수가 필요합니다. 또한 비가동시에는 HDPE, PMMA 등의 소재로 내부 청소를 하여 잔류수지가 없도록 조치하여야 합니다. 노즐(Nozzle), 스크류 팁(Screw tip), 체크링(Checking ring), 시트링(Seat ring)의 경우도 마찬가지로 내마모, 내부식 처리를 하는 것을 추천합니다. 적절하지 않은 재질의 선택은 유리섬유 및 부식성 가스에 의해 빠른 손상을 가져오기도 합니다. 체크링은 Glove type 보다는 Ring type을 추천합니다. 복잡한 형상의 체크링은 유리섬유의 손상 및 체류가 발생할 수 있습니다. |
||||||||||||||||||
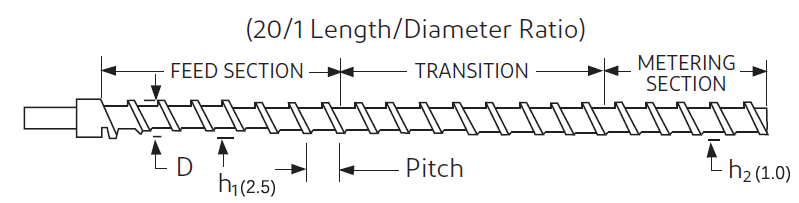
| 스크류 디자인 | ||||||||||||||||||
|
ECOTRAN PPS는 일반 범용 스크류 디자인에서도 가공이 용이하며, 압축비 2:1~3:1, L/D 18:1~24:1의 폭넓은 가공범위를 가지고 있습니다. |
||||||||||||||||||
 |
||||||||||||||||||
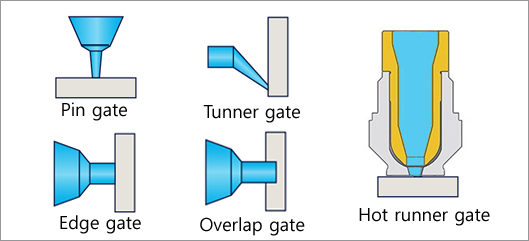
| 금형 디자인 | ||||||||||||||||||
|
||||||||||||||||||
| 수축율 | ||||||||||||||||||
|
||||||||||||||||||
|
Test specimen size : 100mm×100mm (3t) |
||||||||||||||||||
|
|
||||||||||||||||||
|
본사 : 경남 양산시 물금읍 증산역로 135, 504호 (퍼스트조양) 이엔지폴리머주식회사 / 이메일
: engp@engpolymer.co.kr / 055-383-9510, FAX : 055-383-9516 본사약도▶ |